by B Cantin | Feb 10, 2021 | Uncategorised
When I completed the last test build of the Gemini 3D Printer I found that although the CoreXY mechanism worked well – the Z axis still left much to be desired.
The print bed was quite heavy and hard to keep level when the motors were idle and the weight wanted to slide the bed downwards.
I then built it using a cantilever bed which solved the levelling issue but I then found that any fast moment of the print carriage introduced unacceptable level of vibrations which were amplified by the cantilever mechanism.
Around that time, the market became flooded with cheap shoddy 3D printer kits (they’ve gotten better since 2016, to be fair, but it was a crap-fest at the time) and I was unwilling to invest further into the R&D of a CoreXY bot design that it was clear I was never going to be able to sell at the price point I intended, especially if the Z axis solution was going to need more expensive parts than the initial prototypes.
I learned some better CAD software and decided to put aside the designing of 3D printers since it had become an all-consuming activity for a while and was rapidly becoming nothing more than a money-pit instead of a business investment due to the aforementioned market changes.
I’ve made plenty of cool things in the meantime with my upgraded Prusa i2, but lately I have found that the limits of it’s 200x200x100 print volume has become a liability so I dusted off my stacks of aluminum extrusion and boxes of 3D printer parts and I am taking another crack at it.
This time, the goal is to assemble the best of the parts I have with a few newer components into a much simpler and time-proven format and also to use up some of these R&D materials which aren’t doing me any good sitting around.
To this end, the new machine will be aiming for a 300x200x300+ print volume and use the same orientation of the moving axis as Prusa’s printers do.
The main differences between mine and the average Prusa clone (aside from the larger volume) is that the frame is entirely enclosing the mechanism, allowing for a warmer and quieter build chamber and I’m using appropriately sized 12mm linear rods for the guides.
This has been coming together quite quickly, starting with the initial idea at the end of January to a nearly assembled robot by mid-February. Pictures and more details will be coming soon.
Also in the works, check back for some new content that I am preparing related to 3D printing of RC cars and Beetleweight (3lb) combat robots.
by B Cantin | Jun 27, 2016 | Gemini 3D Printer
After getting the latest prototype of the Gemini 3D printer up and running I was dissatisfied with the assembly, implementation, appearance and performance of the overall system.
I starting playing around with some ideas in Sketchup by moving bits around and fiddling with the layouts and came to realize that I could eliminate several of the aluminum extrusions and reduce the overall materials cost as well as exterior size of the machine.
A few new parts came together really fast once I started reimagining the overall frame design
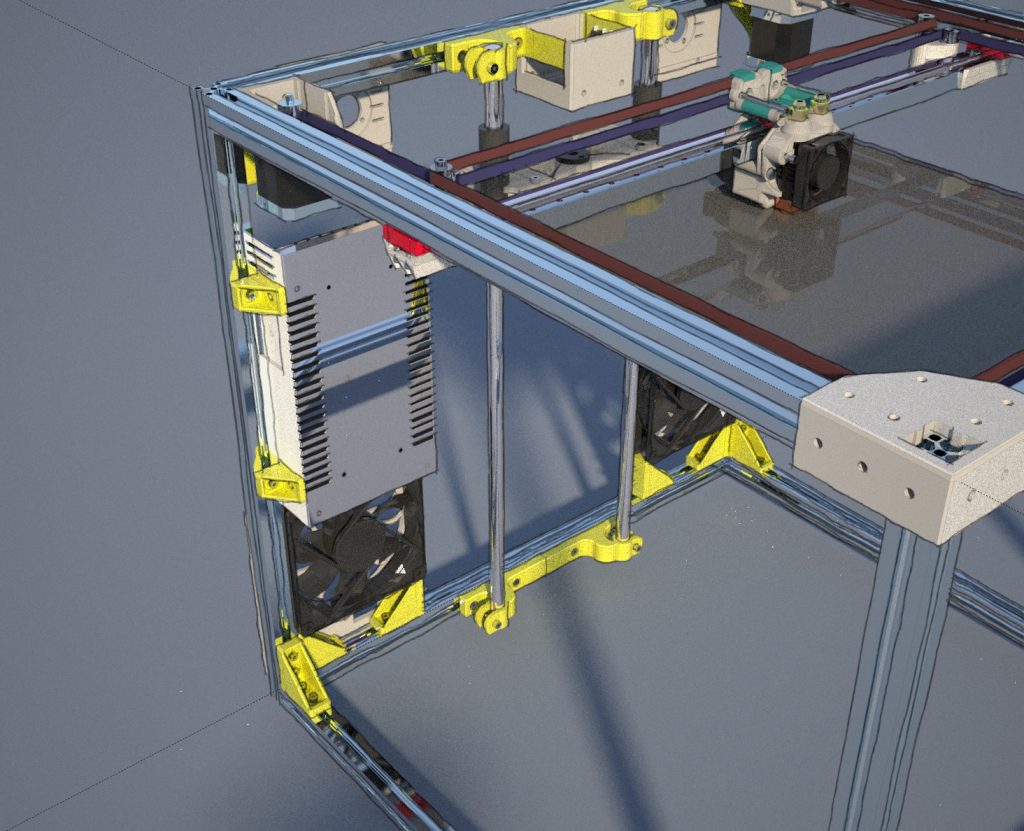
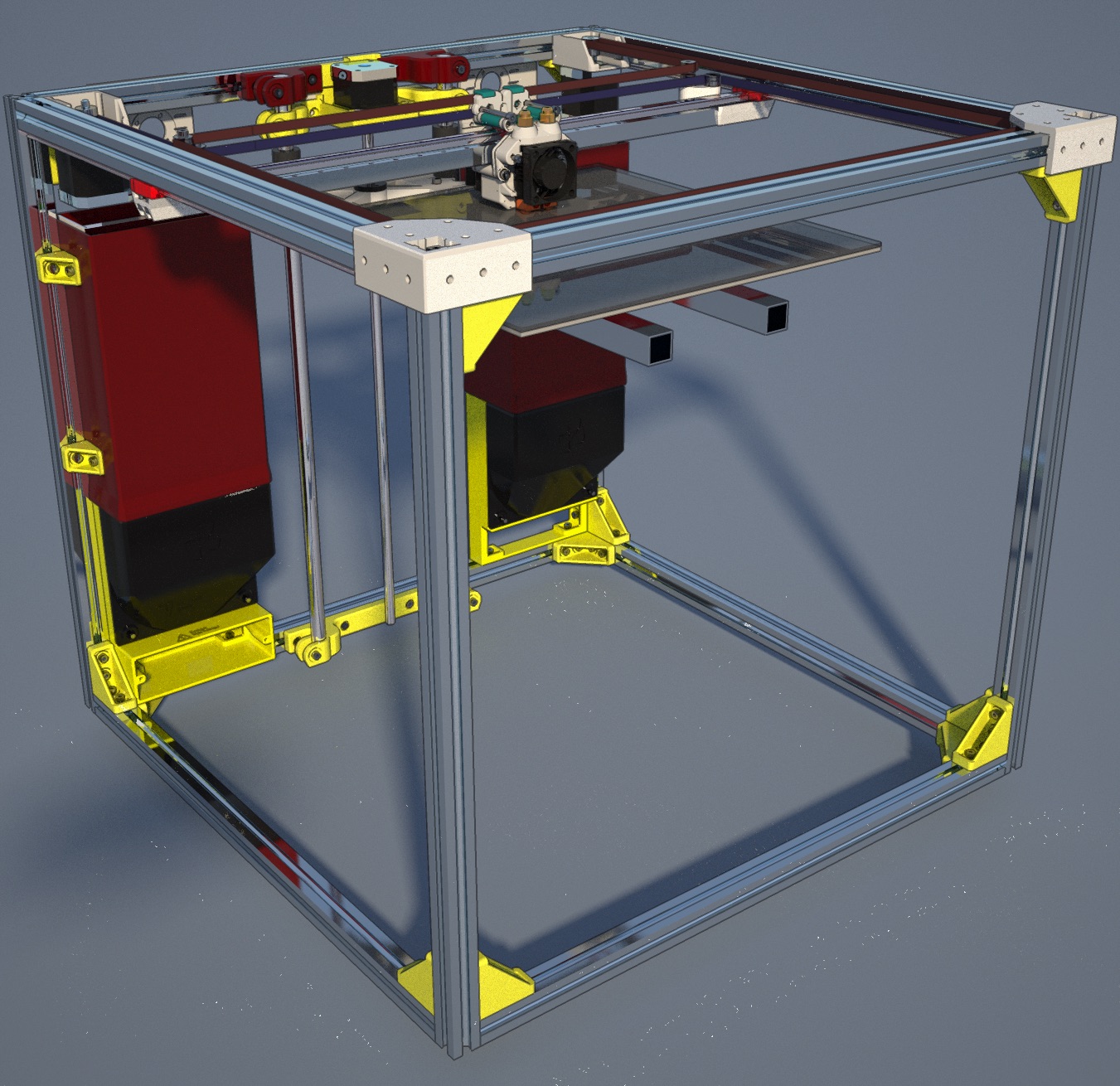
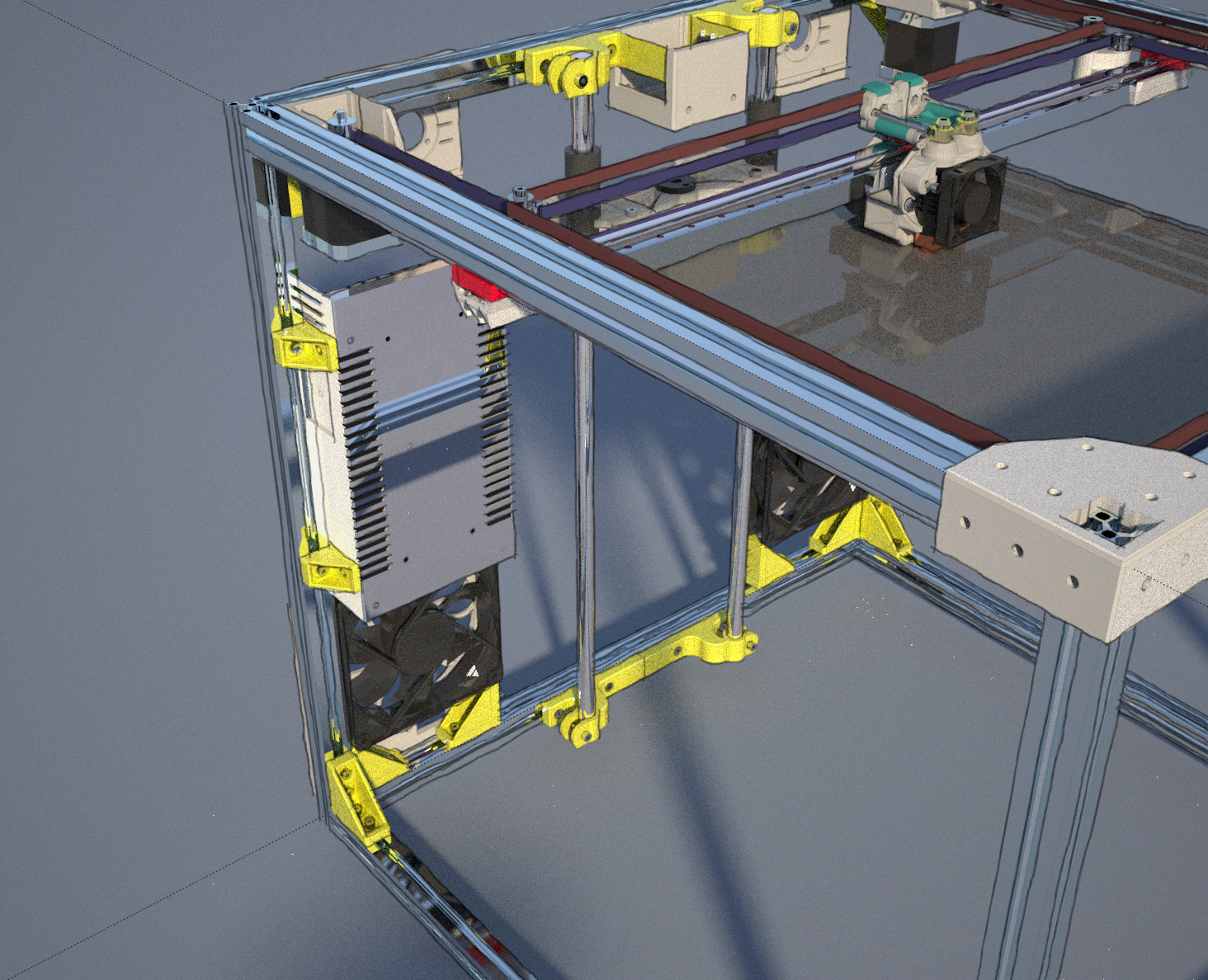
- New corner bracing – the first design did not work well, the second design worked better but turned out to not have the requisite strength or aesthetics I would have hoped for. Assembly was a chore to deal with if parts needed to be changed out. The new corner braces are a more traditional style but have been 3D printed in ABS with thick perimeters to make them strong and less brittle.
- From the new corner brace design I created a new 120mm fan mount with the AC plug and switch integrated as with the last prototype – however the part now forms a protective box around the live AC wiring and I have designed a fan duct to redirect the air vertically into a channel which will cover the power supply and direct the air towards the left corexy drive motor and extruder motor.
- With the new compact frame design I needed to come up with a new way of mounting the vertical smooth rods for the Z axis – I came up with a snap-fit connector which uses and M4 bolt to clamp the rod in place. By using these clamps I will be able to ensure correct and sturdy alignment of the linear axis is something that is easy to achieve. Disassembly and servicing the axis will be greatly simplified with these parts.
The new clamping system also permits the effector to move towards the back of the printer by over 20mm more than it could previously – this allows me to move the bed that much closer to the linear rails which reduces the lever/fulcrum effect of the moving platform.
- Some basic repositioning of the effector parts is also necessary – the flat aluminum stock which I used for the Rev 3 prototype is not stiff enough to prevent the X axis linear rail from sagging towards the centre which causes uneven contact with the bed across the width of the print area. I will be replacing this assembly with the one from the previous build where the linear rail was attached to a 3 sided aluminum channel, or potentially an L shaped channel for more rigidity.
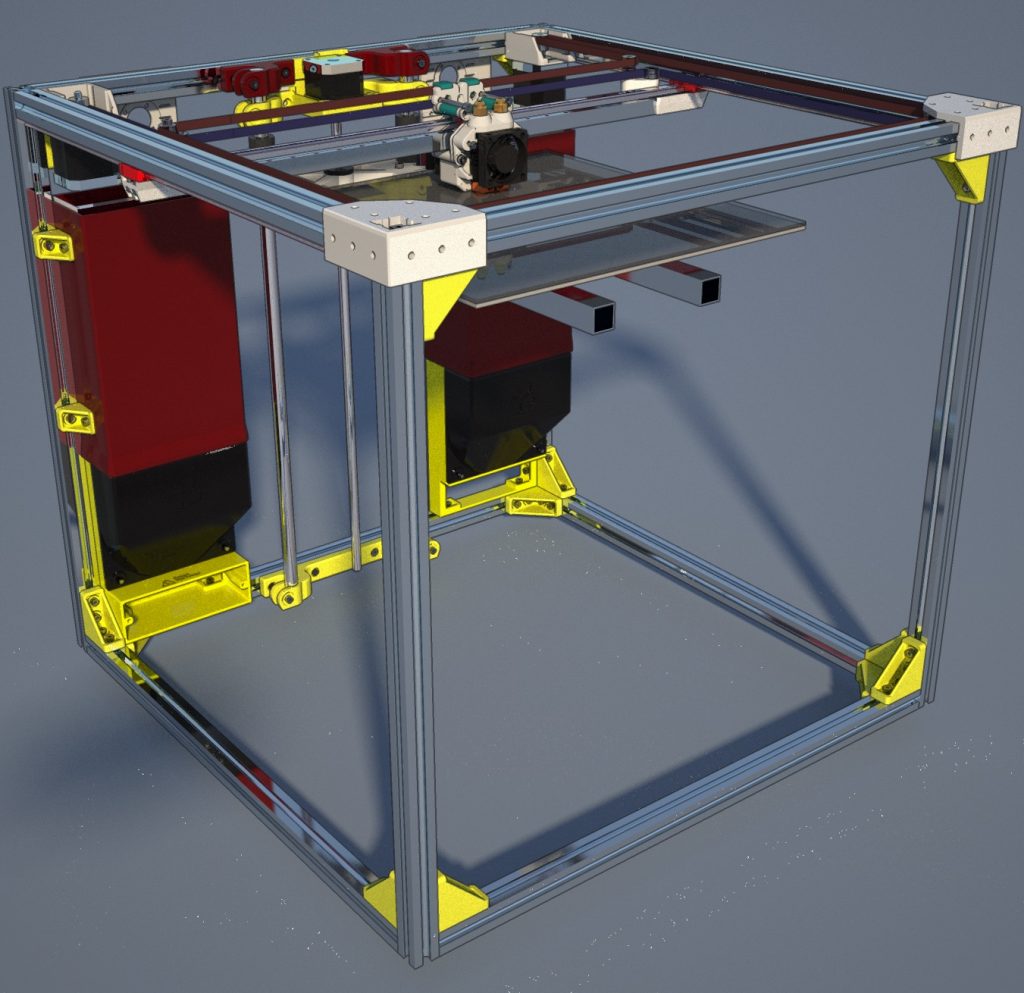
In the rendering shown above, all of the non-white and non-green plastic components are part of the revised configuration.
The overall CoreXY component of the current build is satisfactory and thus will be pretty much remaining the same, aside from the modified X axis support and some cosmetic revisions to the printed components.
by B Cantin | Jun 22, 2016 | Gemini 3D Printer
Work on the Gemini 3D Printer was on hold for a few months while I used it’s cart as a temporary plant nursery for my garden.
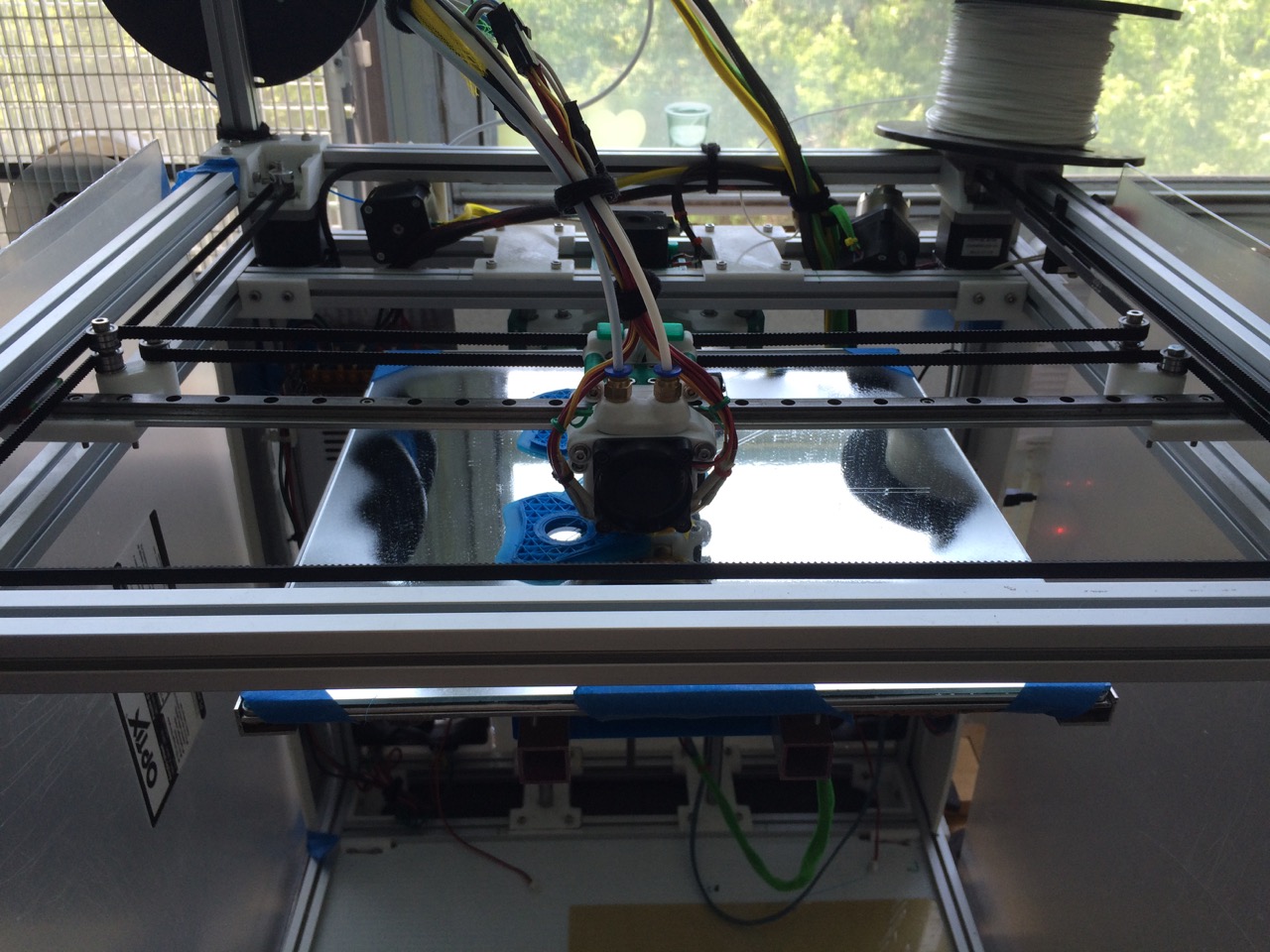
I created a few quick parts to get the bed mounted to the Z axis and get the machine up and running for some testing.
There have been a few print quality issues but they look to be mostly software tuneable items thus far. The machine has been able to print in both ABS and PLA.
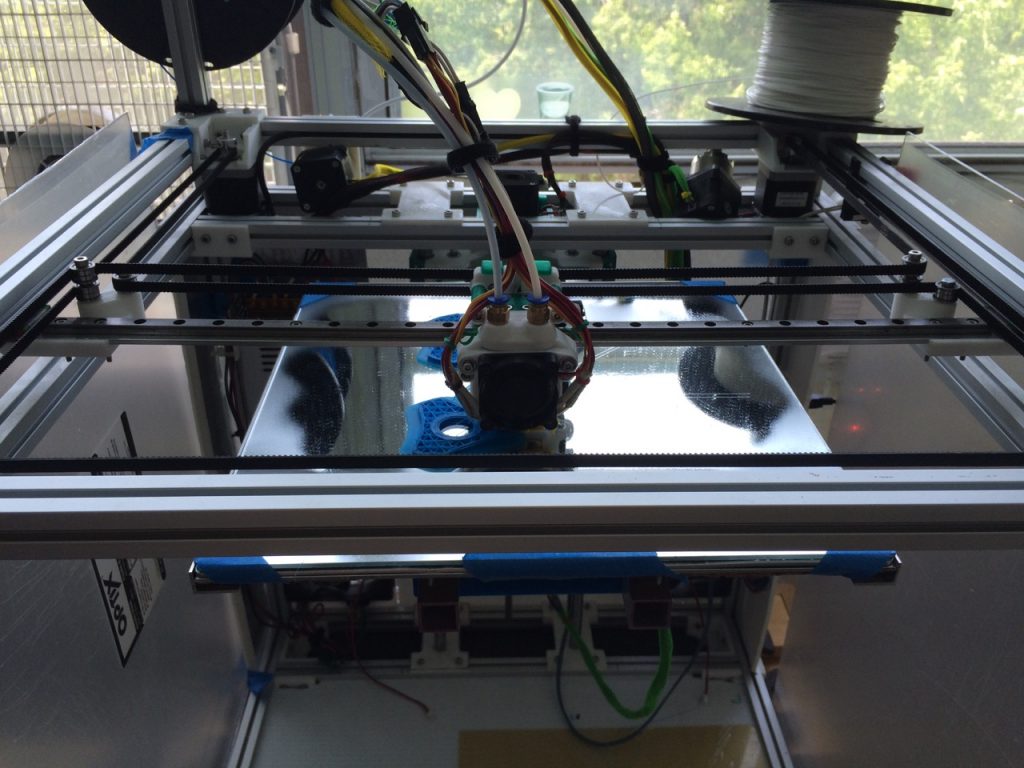
Gemini Printing ABS
Overall, I’m not as enthused with the final assembly of the prototype as I would hope to be – although I am excited to have the unit working so I can properly test the design out.
I believe I could make the machine more compact, easier to assemble and maintain, sturdier and still reach the basic print volume I am aiming for of 300mm X 300mm x 300mm+.
Partial artistic concept for revision 3.2.0
A quick bit of Sketchup work yesterday fleshed out how a rebuild of the rear of the printer could take shape.
by B Cantin | Mar 8, 2016 | Kitchissippi-Delta
As I detailed in my last post – The Kitchissippi Robotics 45 Degree Linear Carriage (A brief history) my unique linear carriage design has gone through off-and-on revision and evolution over the past two years or so since I first came up with the idea.
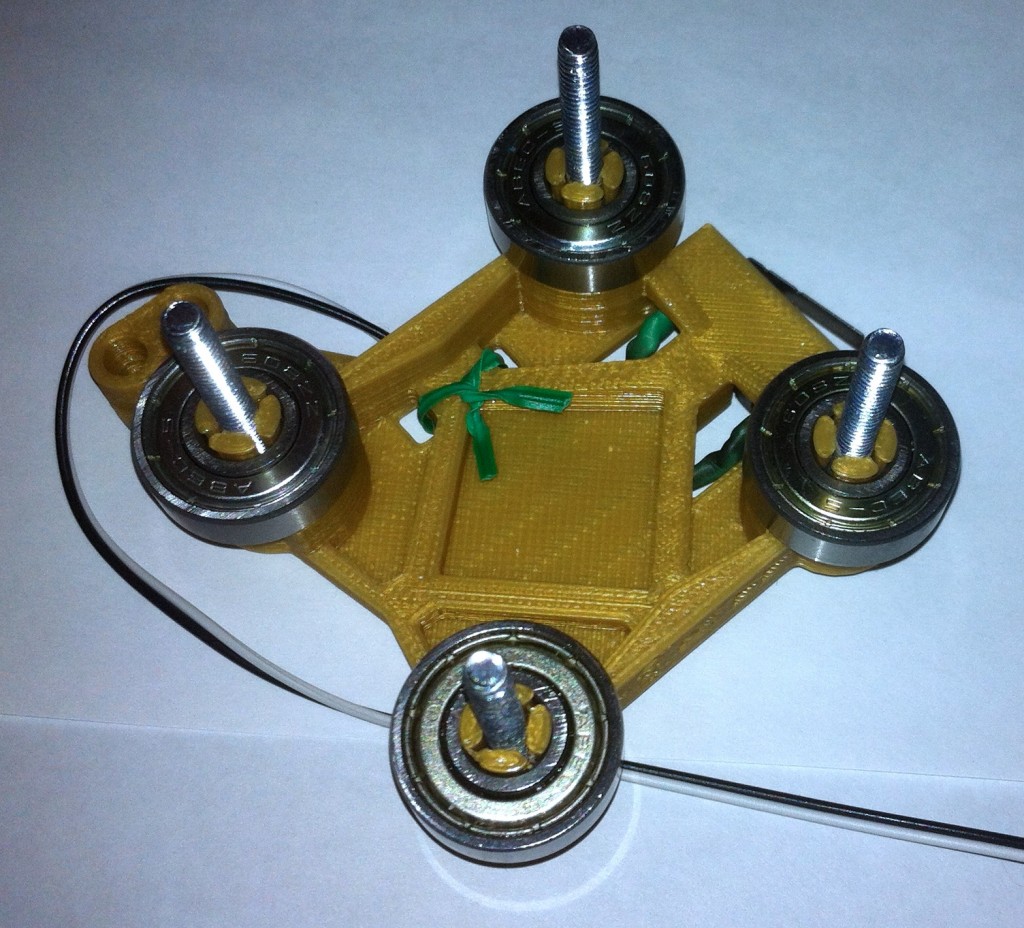
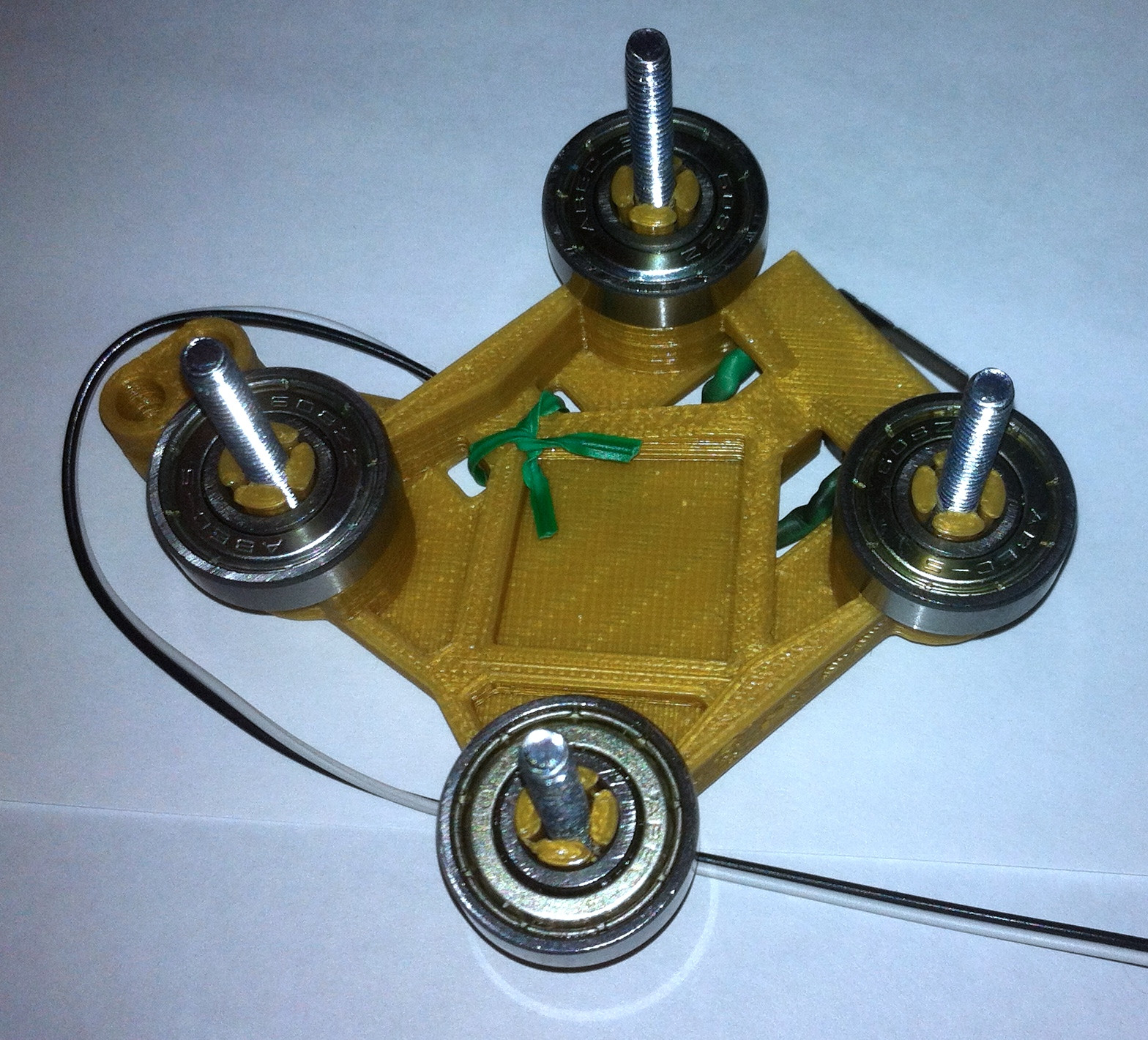
The latest revision is certainly the most refined – it retains the elegantly simple design of the previous conceptual parts – eight bearings constrained with four bolts around a steel tube at a 45 degree angle.
What I added in this version is adjustable tensioning of the bearings against the tubing. The major drawback of using bearing holders that clipped the bearing in place was that it was nearly impossible to adjust the tension and keep things squared away, and the bearings wanted to shift. They need to be constrained on both sides.
The problem with using plastic spacers is that it’s hard to get perfect accuracy in the thickness of them – the first layer could get squashed down a bit into the print bed and change the height of the spacer from the original CAD design.
I mostly used metal washers as spacers but they have the problem of being able to only add or subtract the spacing in 1mm increments. Getting the bearing spacing against the tubing was terribly inaccurate using SketchUp. They were either too loose or too tight and gouging the metal.
I redesigned the parts in OpenSCAD and parametrically adjusted the math until I got a more ideal design. Then I assembled them using rubber spacers to allow for fine tuning of the spacing between the bearings and the tubing.

This seems to be the most winning combination of the design so far – it rolls stiffer and straighter against the tubing while still being gentle enough to not damage the tubing.
I’ve also spaced the lower bearings further apart and more inwards to provide a more stable rolling platform.
Also of note, I ditched the separated bar design of the outer carriages from the previous version. Once the arm joints were fully stabilized the stresses of the delta mechanism cased them to flex.
Above is the X tower carriage which is working well. I am in the process of printing the last few pieces for the Y and Z towers.
Ignore the length of bolt ticking out of the carriage – I thought I had the appropriate N06 bolts on hand for these but cannot seem to find then. I believe I may have used them in another project, so I grabbed some M4x40mm bolts to put it together. They are similarly sized and it will do until I can get to the hardware store and get the slightly shorter bolts I had intended to use.
For comparison here is the previous working design that was less stable:

by B Cantin | Mar 8, 2016 | Gemini 3D Printer, Kitchissippi-Delta
This linear carriage design is something I have been toying with for several years now.
It all started with having picked up a bulk lot of 608zz skate bearings with the intent of making a Rostock or similar delta printer some day, but mostly because I needed a few for my Mendel and at 30 cents a bearing for a hundred bearing I felt I couldn’t pass it up – I’d find a use for them.
I was actually working on the early proof of concepts for the K02 corexy printer I wanted to build when I came up with the idea of turning the square tubing 45 degrees. I had picked up some stock aluminum 3/4″ tubing at the hardware store to play around with and was trying to work out a simple method of utilizing them as both the frame and the linear guide using the skate bearings.
The main challenge was that the bearings need to be preloaded to an extent and most methods of getting them tensioned against the tube and constrained well enough to function as a linear guide required a great number of bearings. Such a mechanism gets quite large when dealing with skate bearings and typically requires less common bearings that are smaller.
I have no record of how long I spent just rolling bearings in various configurations along the aluminum stock and daydreaming until I stumbled across this trick, which I believe is unique to myself, of pinching an edge of the tube between two skate bearings to form a point on the linear guide. I recall that I printed various small plastic parts to test my various ideas which was an introduction to designing custom parts in SketchUp as well as proving the usefulness of rapid prototyping that can be achieved with a 3D printer. Any idea I had could be test implemented within a matter of minutes or at worst hours depending on the size of the part.
I quickly whipped up a linear carriage design that used three bearings mounted on a plate and a mirror of that held together with four bolts to form the linear carriage. I expanded on this and built a corexy stage with crude but workable filament drive made from reinforced fishing line.
This is an early prototype of the design, intended to be used with a CoreXY mechanism:

It worked fairly well and was able to plot out shapes reasonably accurate from g-code output from Slic3r. I had some initial concerns about the longevity of the soft extruded aluminum tubing verses the hardened steel edges of the skate bearings, as did those I shared the concept with on the #reprap irc channel.
After about 10 hours of running the mechanism it became apparent that the bearings tightened down to the point they’d be accurate linear mechanisms was eating deep gouges into the tubing and would need to be constantly tightened (by pulling the plates closer together) until there was going to be no tubing left.
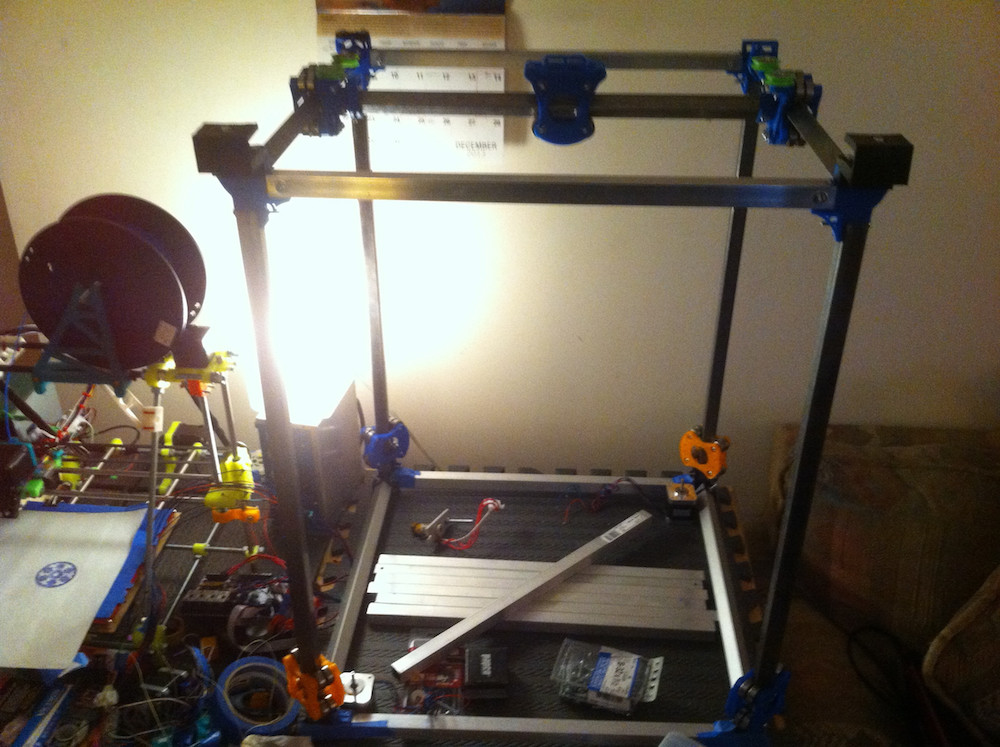
Here is a picture of an early test build of the design:
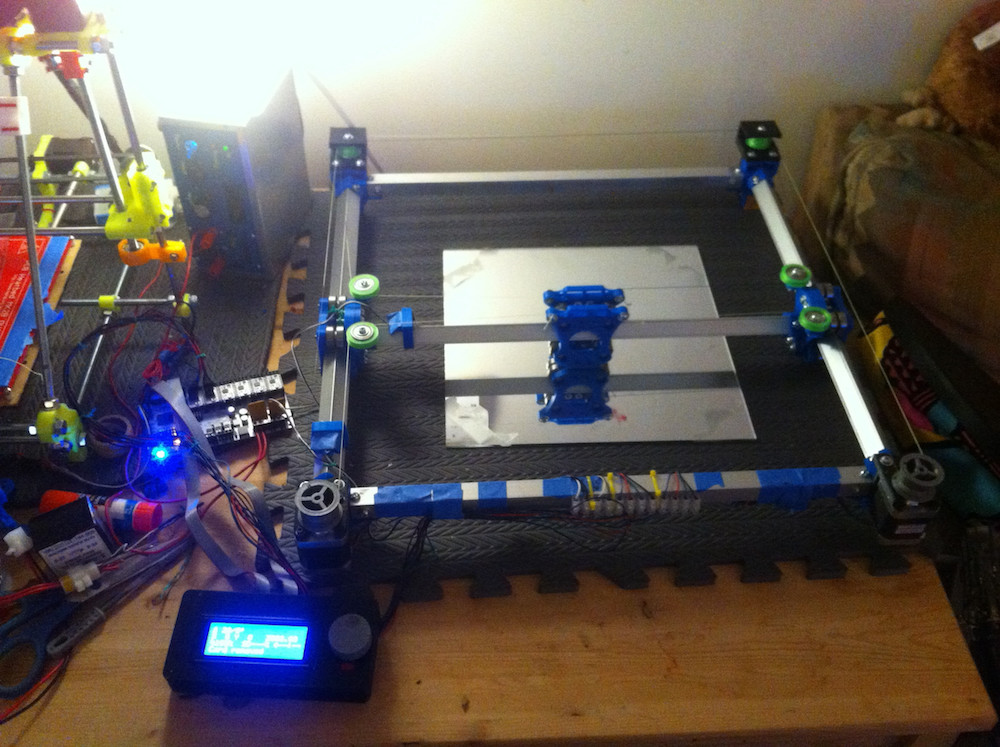
There are issues with the overall CoreXY mechanism shown, there are non parallel drive lines at the rear which would cause accuracy issues over the course of a print. It’s running on a RUMBA controller board and powered by my home made 12v lab supply, sitting beside an earlier build of my trusty Mendel. This is early in the testing and the aluminum tubing has yet to be eaten by the carriages. I’d already switched from a 3-per-side bearing system to a 4-per-side bearing system by this point to deal with binding issues caused by the stresses of the tensioned drive mechanism.
Work proceeded rapidly and by December of 2013 I had the above mechanism in place with steel tubes instead of aluminum on the moving axises and some ideas as to how to attempt a Z axis. The drawing on the piece of paper sitting on the Mendel’s bed was done by the steel version of the gantry and shows how much this concept dwarfed it.
I got so far as to mocking up a few Z axis designs for the CoreXY before I finally had to admit a bit of defeat that the moving weight of the carriages and the steel cross bar, as well as the Z axis variations were not going to meet my goals of a fast large format 3D printer. It worked, but it was going to be a slow machine – and I was not entirely convinced the simple filament drive system was going to be accurate without some serious reconsiderations. This project had started in late 2013 and I had started to question of the wisdom of filament drives in spring of 2014. GT2 timing belts were only just starting to flood the market, there were a lot of us playing with filament drives up to that point and running into certain concerns about positional accuracy with the windings on the spools. Timing belts were becoming cheap enough that the price was comparable to fishing line that was strong enough for RepRap usage and comes with easier repeatable motion.
I had one last concept to try before I gave up on the big CoreXY machine – I wanted to make the carriages thin and remove the extra washers that I had been using as spacers between the two halves of the carriage. Above is a prototype of a snap-fit bearing holder system with an integrated end-stop and drag chain holder. This was not easy to design in SketchUp and I started to consider learning OpenSCAD around this time. The snap fit bearing holders were also a bust – the bearings really need to be constrained around their hubs from both sides in order to make this system work. Since it’s a unique concept, I wouldn’t have known unless I tried.
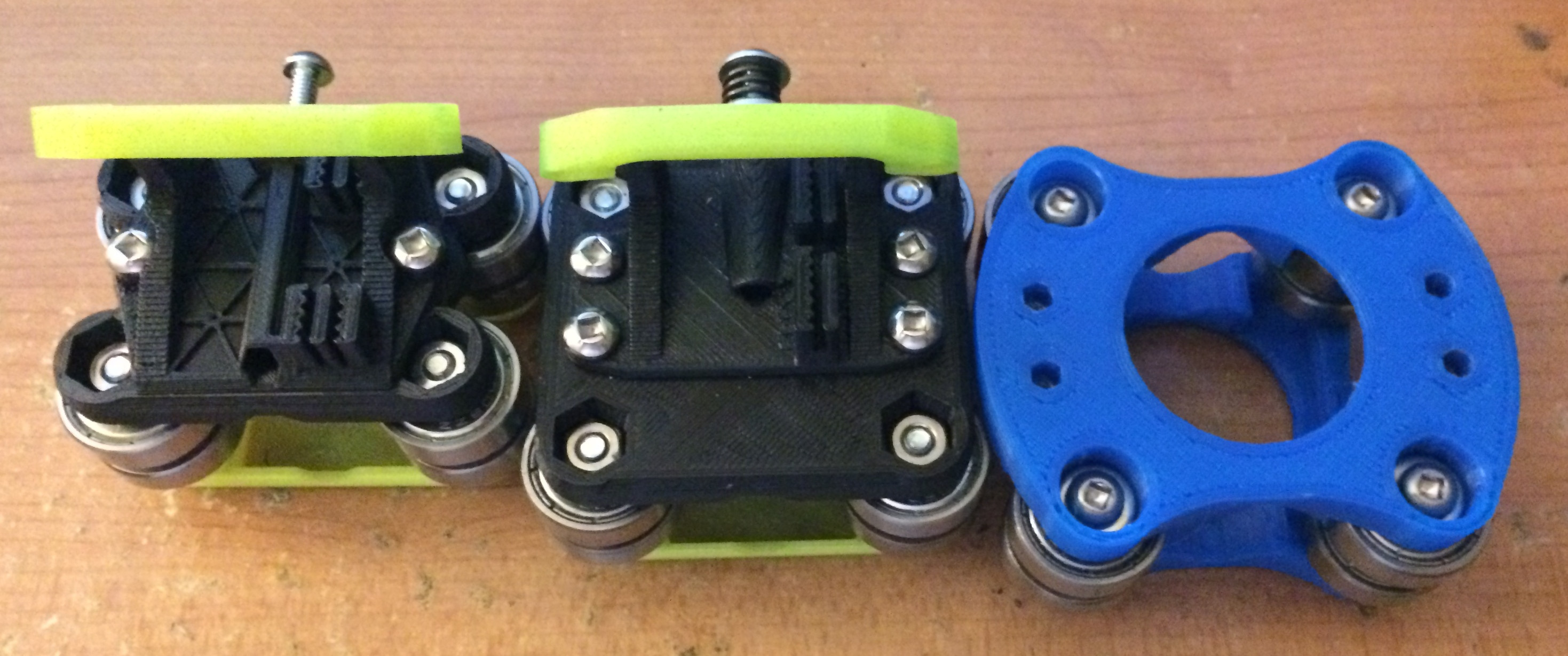
I decided there was going to have to be a better way to build a CoreXY printer, but thought the linear carriage would be particularly suited to a Delta style printer mechanism. Below is a side-by-side comparison of how the K02 mechanism became the K03 mechanism that I was using for the past 2 years. (right to left)

The final version on the left turns out to not be that final. It was an exercise in minimalism which carried onto my next project, the very first version proof-of-concept version of the Gemini 3D printer. Much like the first Gemini build, it proved that you can indeed building things too thin with plastic. The linear mechanism shown above did work for a time, but the printer ran into other problems and I got focused on other things, such as the Gemini.
It’s worth noting that the leftmost mechanism was still in place in the past week when I got the K03 Delta running again. Only the swivel and adapter portion were replaced.
by B Cantin | Mar 8, 2016 | Kitchissippi-Delta
It’s been a busy week so I’ve not had time to detail my progress, but my K03 – Kitchissippi Delta 3D Printer is back up and running and better than ever with the newly designed OpenSCAD parts.
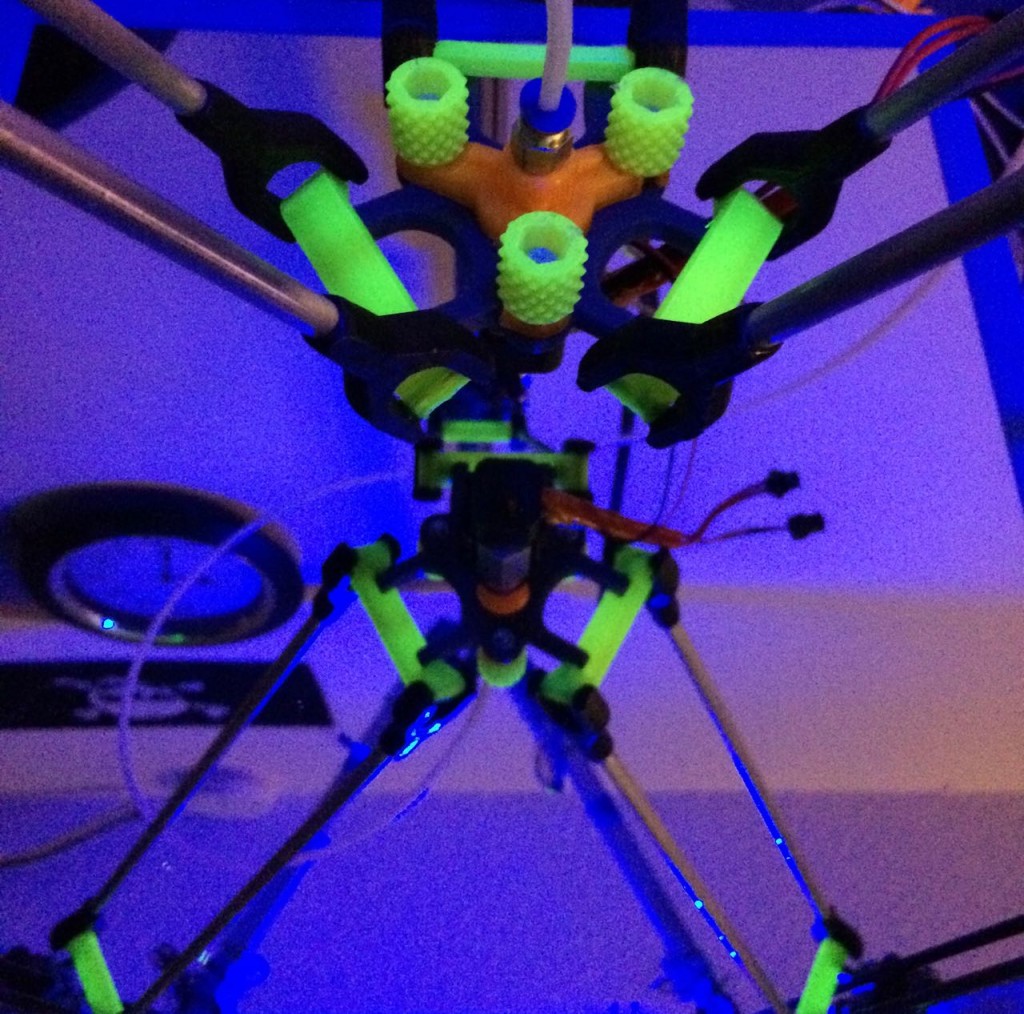
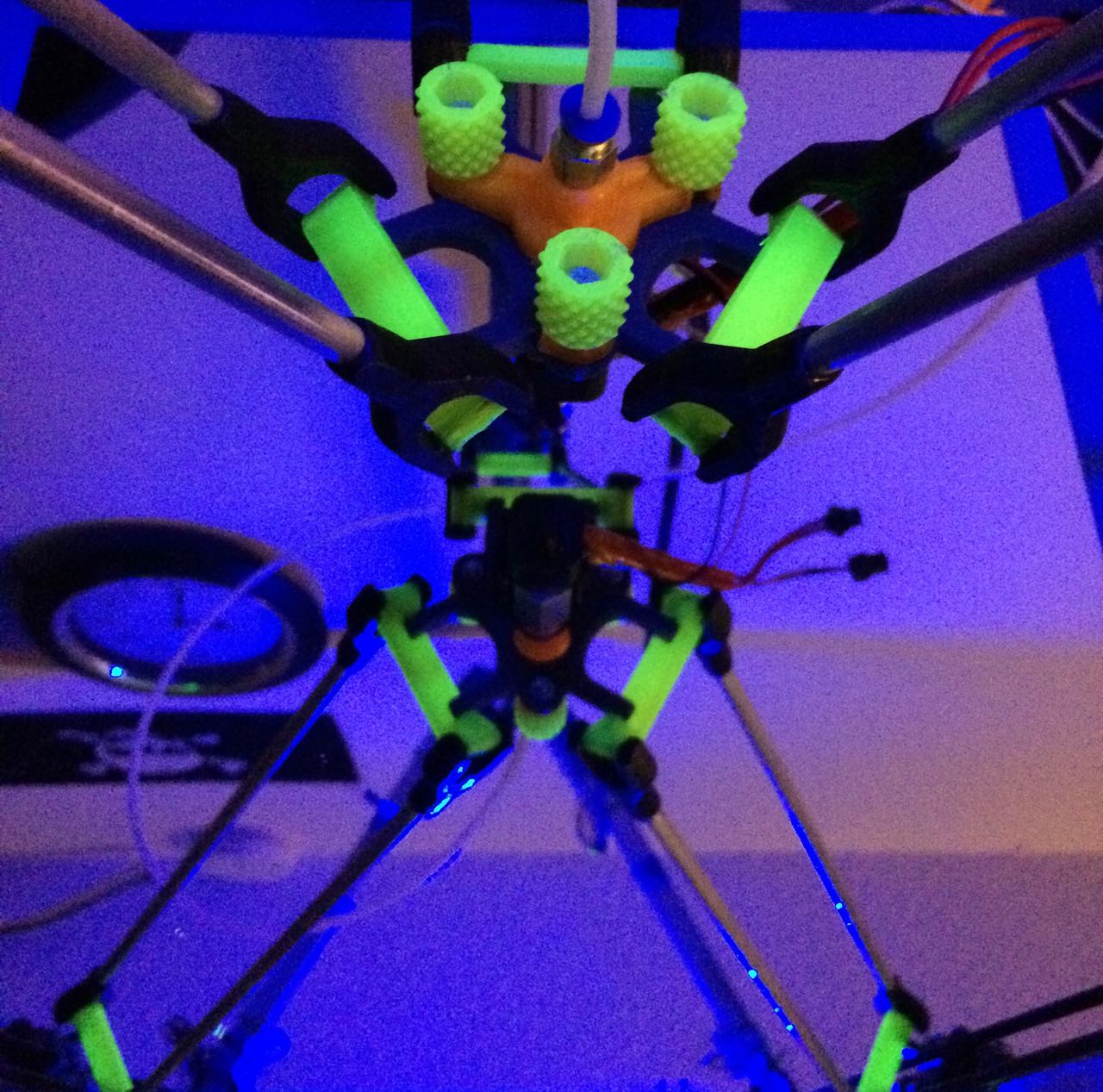
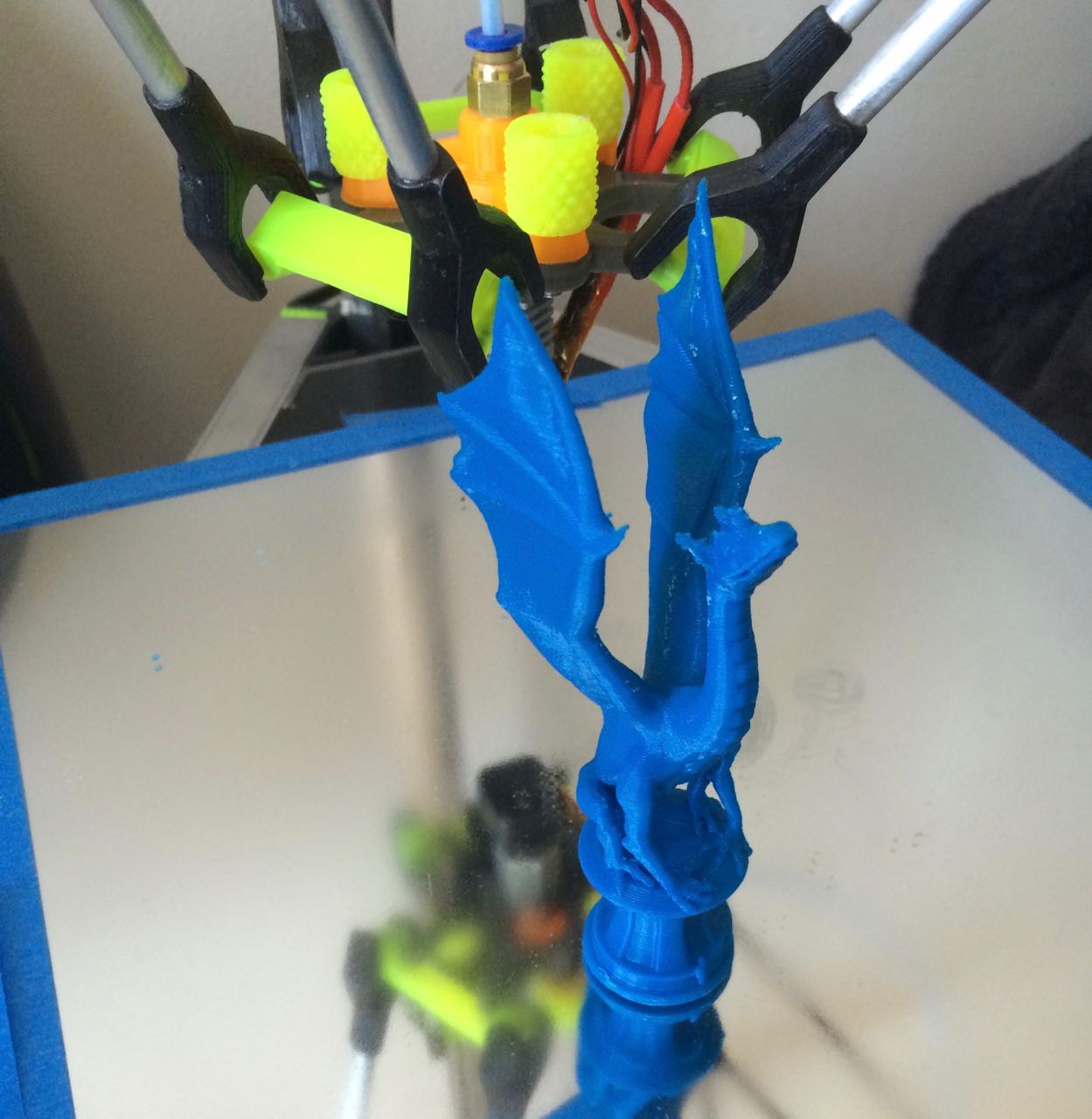
Here is the new effector assembled with the new swivel joints and push fit bowden connector, currently working with a Hexagon hotend:
It works quite well, I am suitably impressed at what the machine can do and it’s printing speeds and quality.
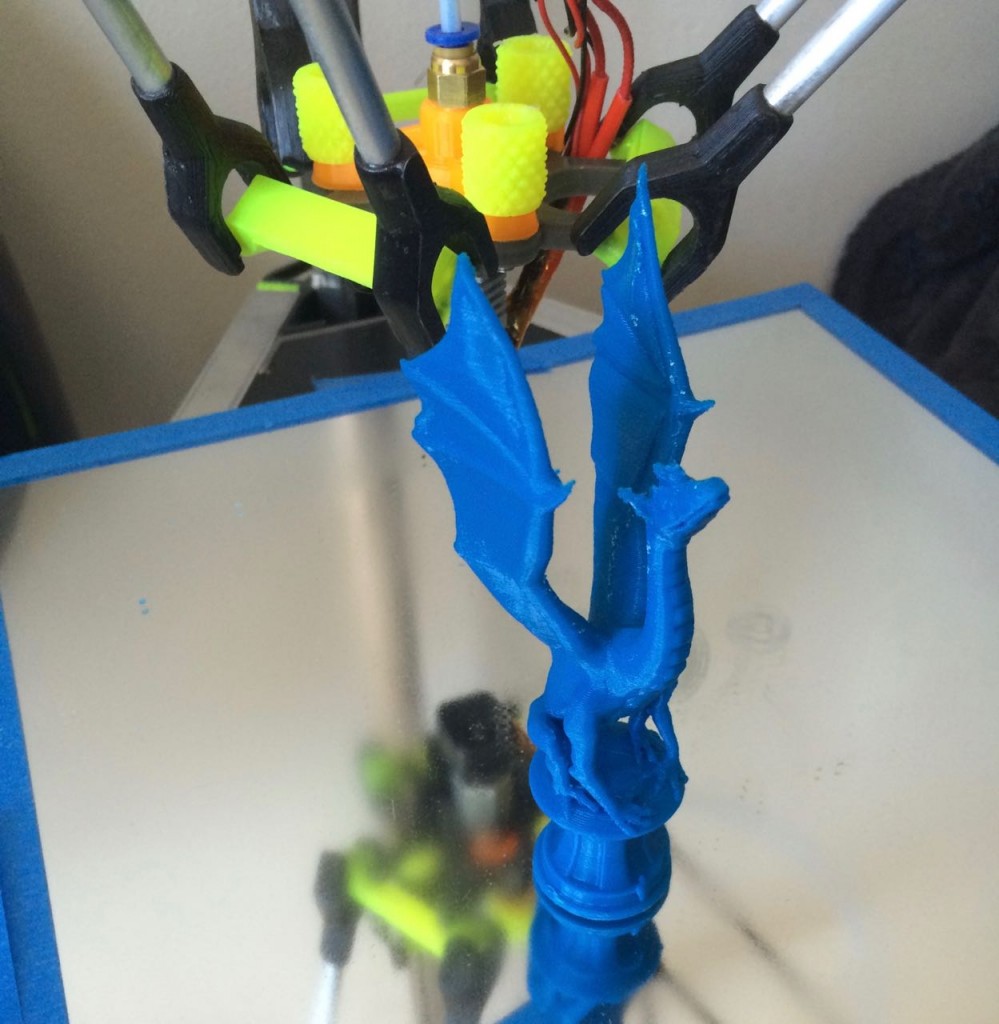
The above dragon was made with ABS and was my first major print since getting the machine calibrated.
I am fairly happy with the workings of the machine, although there is definitely room for improvement.
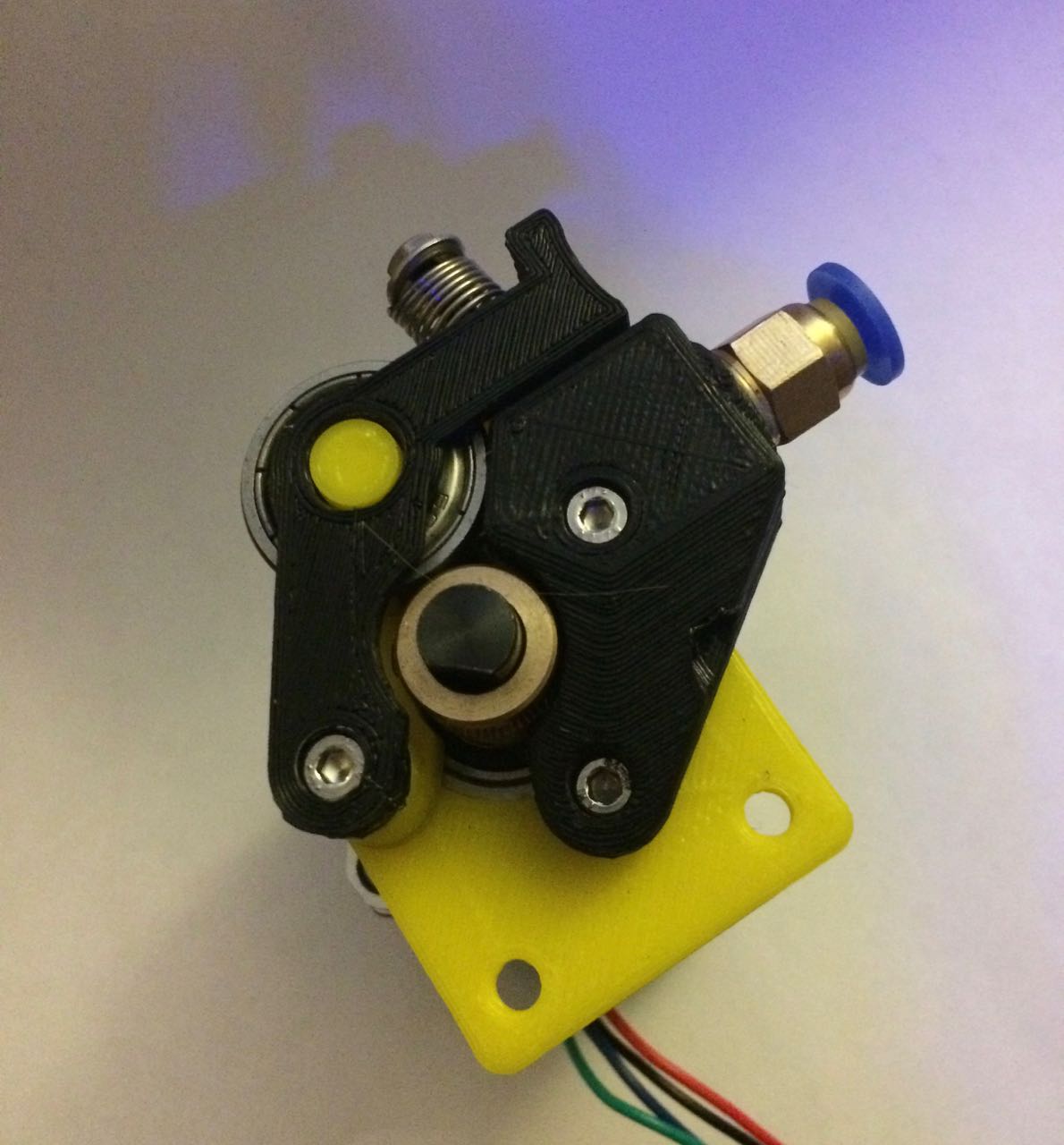
As a side project which is related to the needs of both the Kitchissippi Delta and the Gemini 3D printer, I designed a new bowden extruder system. Most of the filament pushers I found online where lacking in some way – either they didn’t use bearings that I have on hand (I have a LOT of 608zz bearings that I got for quite cheap) or they used what I felt to be an excessive amount of hardware. One big factor is that the push fit connectors I have on hand are all 3/8″ thread diameter with no internal guide path for the filament.
These connectors necessitate a larger hole than anyone else is using as well as a 3D printed guide to hold a short length of PTFE tube inside the connector to allow for smooth filament transmission.
This is the basic mechanism I came up with – it works well, even in it’s current rough design state:

I have one of these zip-tied to the frame with a slightly too-long length of PTFE tube and it has been working very reliably for about 20 hours so far with ABS plastic. I’ve not tried it on PLA just yet as I’ve had some issues with the Hexagon and non-ABS plastics. I don’t see any particular reason the methods I am using should be incompatible with PLA however.
The mounting plate is just a dummy part acting as a placeholder for a proper mounting design. I plan to use this same extruder mechanism to get the Gemini 3D Printer up and running soon.
There are a few more new parts for the K03 that I am currently building to refine the linear mechanism and then I’ll get the new parts going for the Gemini to attach a pair of these – the current extruder motor mounts won’t be compatible. I didn’t have an extruder design when I came up with them initially, but I digress.
I should also note that all of the above printed parts where made on the current Kitchissippi Delta prototype.
Now that the entire delta mechanism and effector are satisfactory, my testing has shown that the linear carriage design is a bit wanting. The mechanism I designed over a year ago has too much flex in it which allows it to rock a little bit from the forces of pushing around the delta arms.
The net result of this is a very slight tilting of the effector while printing. In practice it’s had negligible effects on the ability of the machine to make an accurate print, but the overall quality is not quite up to par with my well-tuned Mendel.
Ultimately I’d like to have the whole machine parametric and scripted in OpenSCAD anyway, so making new linear carriages is a logical next step. A detailed description of the carriages will follow when they are complete and I have some more time.
The basic gist of the new design is that the carriages now have an offset between the upper and lower bearing clusters to improve stability and the spacers are now utilizing 17/32″ rubber plumbing washers which I hope will provide better adjustability and a tighter fit to the steel tubing without forcing the bearings to gouge it.
Finally, here’s another teaser print from the Kitchissippi-Delta in it’s current form:

by B Cantin | Feb 25, 2016 | Kitchissippi-Delta
As I described yesterday evening, I have made new rod-ends for the Kitchissippi-Delta and the 5-minute epoxy seems to be anything but 5 minutes for curing time. Twelve hours later the joints seem quite strong but are not quite hardened yet.
I am pretty certain that the mix was incorrect between epoxy and the hardener chemicals, but it does seem to be slowly getting there.
I’ve aimed a small halogen lamp nearby to see if I can expedite the process. Since the parts are printed in PLA, I cannot use a lot of heat to speed the curing process without risking deformation of rod-ends.

I probably shouldn’t worry too much – it does seem to be curing, albeit very slowly, and I do not yet have a new effector piece to attach them to.
by B Cantin | Feb 25, 2016 | Kitchissippi-Delta
As my previous post discussed, I had some inspiration this week as to how to resurrect the Kitchissippi-Delta 3D printer from it’s previous self-destruction.
I have no doubt of the issue with the mechanism skewing could have been avoided by using a better adhesive to attach the rod-ends which form the clevis joints to the aluminum rod stock.
With this in mind, as I redesigned the parts, I also selected what I thought would be a more appropriate adhesive to attach them to the rods. I had on hand some Elmer’s Fix-All which has served me well in the past, so I built the rods up last night with this glue. It was a better selection than the hot-glue that was used on the original prototype, but only slightly it seems.

The upper swivel arm and rod-end clevis part is my inspired revision for this assembly. The lower swivel arm and rod-end clevis part are from the previous build. Although the basic design concept remains unchanged, the upper parts clearly show how the design was expanded and smoothed in OpenSCAD to form a more solid assembly.
To my dismay, there seems to have been some spoilage to the Fix-All glue, possibly due to a broken cap – the setting properties were not as they should have been. After twelve hours the glue was still soft and not even close to curing, much to my dismay.
I pulled off the worst of the problematic rod-ends, cleaned the metal with alcohol and scuffed the ends up a bit with a rough sanding block, with the hope I could repair those ends and get the parallelograms built out. I quickly found out this was folly, since some accumulated glue within the rod-ends preventing the cleaned rods from reaching full insertion, thus creating random lengths on the delta arms. Needless to say, this is not something you want – especially after spending much time hand-filing and sanding hand-cut rods to the exact same length. Ultimately this was a bad choice of adhesive, the ends that did cure pulled out with a bit of force – but not what I’d consider excessive and nowhere near the amount of force that could be imposed by three NEMA17 motors working together.
It became clear that I was going to need to pull all of the rod ends off and refinish the ends of the rods and reset them into newly printed parts. I took this as an opportunity to refine the OpenSCAD model for the rod-ends. The new model has some rounder edges, sleeker lines and more of a taper around the rod. I also introduced a new feature, which is an integrated pressure-relief channel to aid installation. Essentially this is a tiny hole at the end of where the rod gets pushed into that exits out the centre of the other side.
This pressure-relief channel allows excess glue and air that gets trapped when the rod is forced into the component to have somewhere to go, allowing for a tighter fit.
I decided to use some 5-minute epoxy this time. It should bond well and also was on-hand.
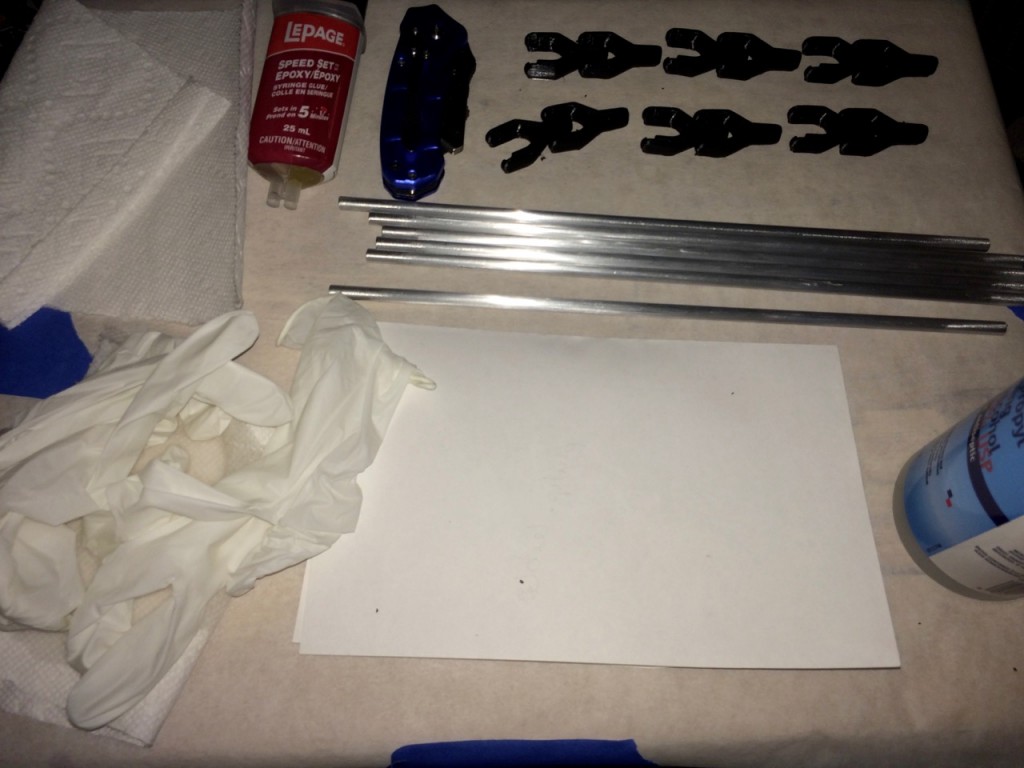
I don’t work with Epoxy much, it’s messy and quite toxic, but I spent a few minutes preparing a work area. As shown above, I have all of the rods and the newly printed rod-ends ready to go near the top right. On the bottom left are nitril gloves to prevent contamination of the rods after cleaning with the alcohol on the right as well as to protect my skin from the epoxy. Not shown are some bamboo skewers I used to mix and apply the epoxy.
I cleaned the rods thoroughly with rubbing alcohol to remove any skin oils that may be on them from handling and the ends were previously roughed up with a sanding block.
I had some trouble getting both sides of the epoxy syringe to flow evenly, but I persevered with getting the two chemicals to extrude onto the piece of paper and then proceeded to mix as best I could using a piece of bamboo. I carefully rubbed the epoxy around the inside of the printed PLA rod-ends and then pressed the rods in as far as they would go. For each rod, I then pressed them flat and level on the smooth sides created by the first layer of the 3D print. The pressure-relief holes proved their worth, allowing air and excess adhesive somewhere to go so that the rods could fit all of the way in.

The assembly process concluded without incident – above are all six rods with their ends firmly attached.
It seems that misbehaving adhesives are the theme for this week – the “5 minute” epoxy is still tacky hours later. I suspect I got the mix wrong due to the syringe not pushing out an even mix. I’m not in a particular rush so I’ll let the rods sit overnight and re-asses the situation tomorrow. Perhaps it will set, or perhaps I’ll need to yet again print 12 more rod-ends and try another adhesive. I have some Gorilla Glue and some J-Weld on hand, either of which are contenders if the epoxy fails.
by B Cantin | Feb 23, 2016 | Kitchissippi-Delta
One evening last year the glue holding on the rod-ends on the original Kitchissippi-Delta prototype slipped due to a head crash skewing the mechanism and causing a subsequent further crash of the effector into the build platform.
Not only did this shatter the glass bed, it irreparably damaged the mechanical assembly. It was a rather heartbreaking event which hilighted some of the key flaws to the machine’s build.
Rather than re-print the smashed components and re-assemble the machine, I realized it was an opportunity to refine and fix some flaws in the initial design and build.
I noticed a few mistakes that I had made – particularly some of the hardened steel pins were not the same size as the majority of them, I must have grabbed them from a set of loose bicycle parts or accidentally scavenged a few of them from a different length of bicycle chain.
Further, there was definitely a flaw in the swivel design which allowed for too much play in the mechanism.
The 25mm fans on the effector were not providing adequate cooling for PLA prints, they either need to be moved closer to the nozzle or replaced altogether with something with a higher CFM.
I have been of the mindset that this machine should be focused on ABS printing since it excelled at that PLA cooling can be easily provided using a large externally mounted fan. I have a Hexagon all-metal hotend with a 0.4mm nozzle that I wanted to mount onto this machine with that in mind, it’s not particularly good at PLA but works wonderfully on hotter plastics like ABS. Given the long bowden system in use on this printer, ABS tends to slide more readily and not jam along the length. Fitting in a Hexagon instead of a J-Head will require a new effector, so that also entails some redesign of the parts.
Initially I had started to do some testing of redesigning it in SketchUp but was more focused on the Gemini 3D Printer project I was already working on at the time things went south on the Delta.
Some initial steps were taken to use OpenSCAD to recreate the effector but I did not get very far at the time, being fairly unfamiliar with OpenSCAD. A few aborted attempts at coming up with refined parts in SketchUp have been tried but left incomplete.
Ultimately the partially disassembled machine has been lording it’s hulking 1M tall frame over my little Prusa Mendel i2 mockingly for the past year whilst I was occupied with other things.
While cleaning up the other day I was absently fiddling with one of the swivel parts and had a sudden inspiration as to what the core problem was with the previous design. I realized that if I embedded the pins deeper into the swivel arm, fixing them on one side (rather than expecting them to rotate freely on both ends) it would greatly stabilize the mechanism as well as make it easier to 3D print.
I’ve learned much with OpenSCAD in the past several months by working on the Gemini 3D printer’s effector and Z axis redesign. Using this newfound knowledge I set about building a new project framework for the Kitchissippi-Delta and implementing some test parts.
The resulting swivel arm worked out exactly as I theorized – the pins are now adequately stable within their sockets – but what about the host component they needed to swivel on? I spent a few hours one evening recreating (and refining) the carriage adapter piece in OpenSCAD and ran a few test prints and am also satisfied with the results.
The pins sit tightly and swivel well in their constraints and the assembly mechanism is much easier to work with, no longer requiring heating or partial disassembly of the carriage to attach. Now they snap fit in with minimal pressure and a low risk of snapping the parts.

All that is left to do now is to script some new rod-end parts that will snap onto the pins and then a new effector piece. This is one thing that appeals to be about delta style printers – once you’ve made one axis, the other two are just a matter of duplicating that exact sub-assembly.
by B Cantin | Jan 25, 2016 | Gemini 3D Printer
As I’ve discussed in my last couple of posts, I am redesigning the Z-Axis for the Gemini prototype.
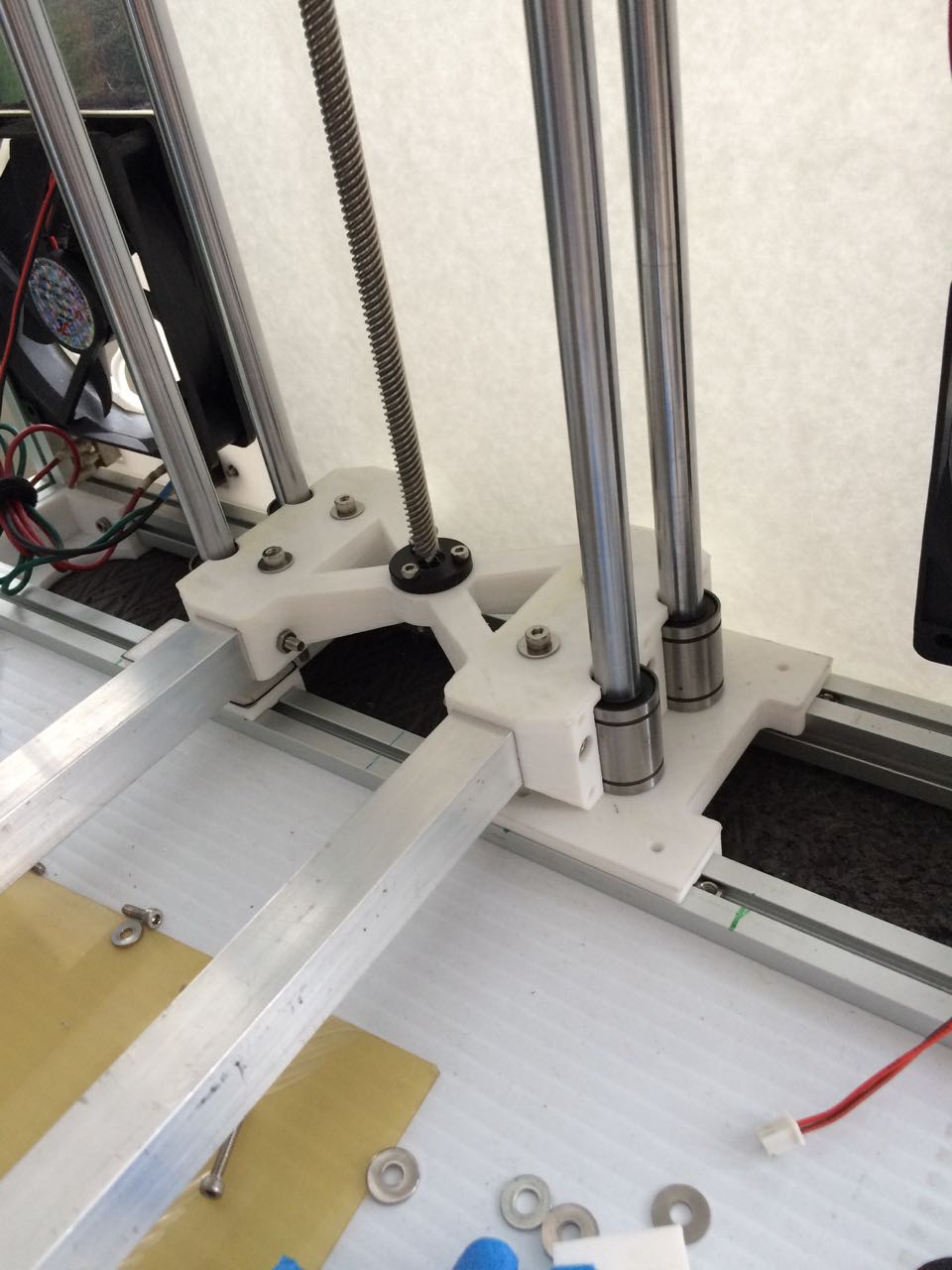
The 12mm rods are now doubled up on each side and I am working on a test assembly which uses single LM12UU bearing per rod. From an ideal perspective, I should probably double up the bearings on the frontmost rod for each side.
Instead I am working on a test assembly which uses only one per side in order to make the mechanism shorter and optimize the achievable Z height for the printer.
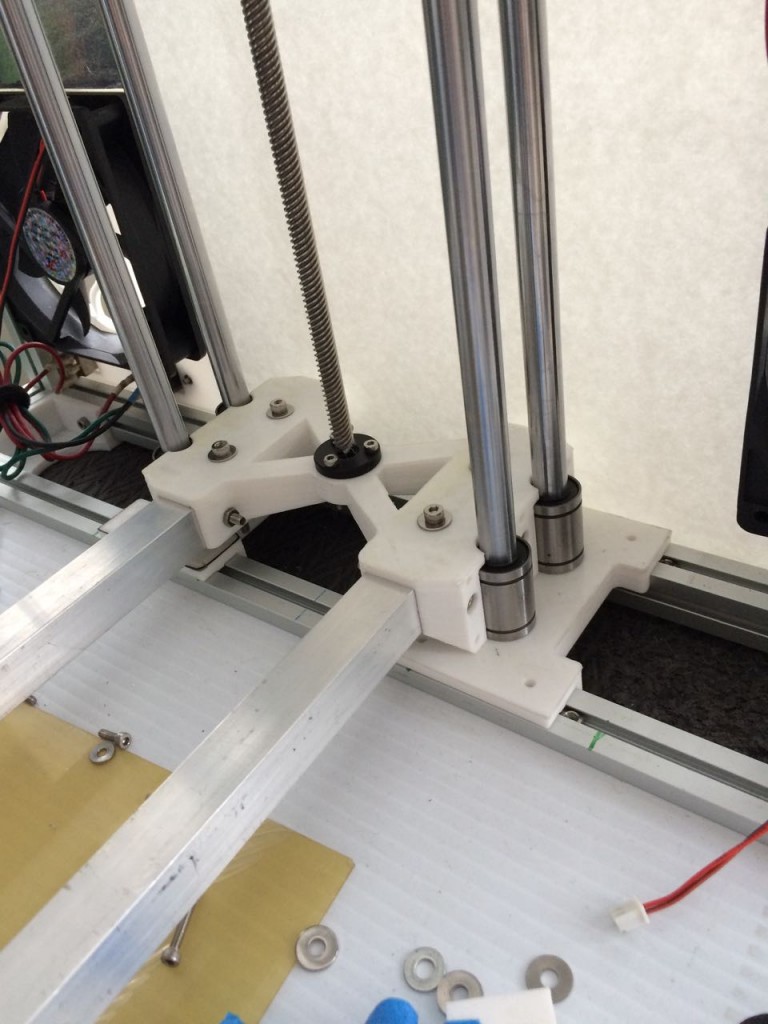
The above part was designed in OpenSCAD. The new build platform support arms are 3/4″ square aluminum tubes which have been drilled and bolted into the printed part using five M4x40 bolts per arm. There is no possibility of flex in either the arms or their bolt mount pattern of three across and two vertical.
Clamping blocks will be 3D printed and bolted onto each side using six M3x20 bolts per side.
Including the three M3x20 bolts which secure the leadscrew bushing to the part there are fifteen M3x20 bolts and ten M4x40 bolts required to hold everything together into a nice compact assembly.
Once I have the clamp parts designed, printed and attached, I can get the rod holders bolted down into their proper alignment and start testing the design for any sign of flex or binding when being driven by the motor. If all goes well then I will start on the design of the build platform mounts – they will be 3D printed and bolted to the support arms.
One thing to note is that with the above pictured reduced-height assembly design is that the leadscrew is not inside the bushing at it’s lowest position. If the assembly works as I hope then I can simply flip the Z motor mount upside down and re-mount the motor lower into the frame.







Recent Comments